
Interpolátor CTR 6D
Naše firma se podílí na vývoji a montáži nového řídícího systému jak po stránce SW tak i HW.Lze s ním řídit servopohony, krokové motory i vřetena a balík obsahuje i SW pro ovládání samostatných funkcí CNC stroje jako ruční režimy, simulace, nastavování nul a délek nástrojů a pod.HW se skládá ze dvou částí.
Horní deska je osazena procesorem(interpolátorem), který provádí všechny výpočty a korekce drah nástroje.
Procesor monitoruje dráhu nástroje dopředu a koriguje rychlost serv/krokových motorů (rozběhy a doběhy), také je tím zabráněno neustálému zastavování nástroje mezi body kontury, kdy je povrch výsledný povrch v tomto důsledku "poskákaný".Interpolátor si zjistí že, kontura navazuje a v daných bodech pouze plynule zpomaluje/zrychluje pohon a výsledkem je hladký povrch.Jedná se hlavně o kruhové interpolace G02/G03.
Oproti jiným interpolátorům a s nimi dodávanýn SW se tento koncept vyznačuje velkou výhodou.Ta spočívá v tom, že procesor interpolátoru provádí všechny výpočty sám a nepotřebuje k těmto výpočtům žádný externí PC.PC kde běží SW prostředí pouze pošle data přes USB s převodníkem na RS 232 do procecosu a celý program se souřadnicemi zůstává v paměti procesoru odkud je přečten a dle velikosti nastaveného kroku serv/krokových motorů jsou souřadnice počátečního a koncového bodu kam se má nástroj pohybovat rozděleny na X desítek/stovek podsouřadnic čímž se dosahuje maximání přesnosti a kvality obráběného povrchu.
Pokud po odeslání dat do procesoru vypnete externí PC vůbec nic se neděje.Procesor vykoná celý program bez přerušení až do konce, díky své paměti celého programu.Jiné zařízení právě jen plynule přeposílají data z PC do interpolátorů a nemají žádnou vlastní paměť natož aby přepočítavaly souřadnice a rozdělovali je na menší kroky.Pokud by jste takovým interpolátorům během obrábění přerušily komunikaci s PC, tak můžete začít od začátku, což se Vám u našeho interpolátoru nestane.
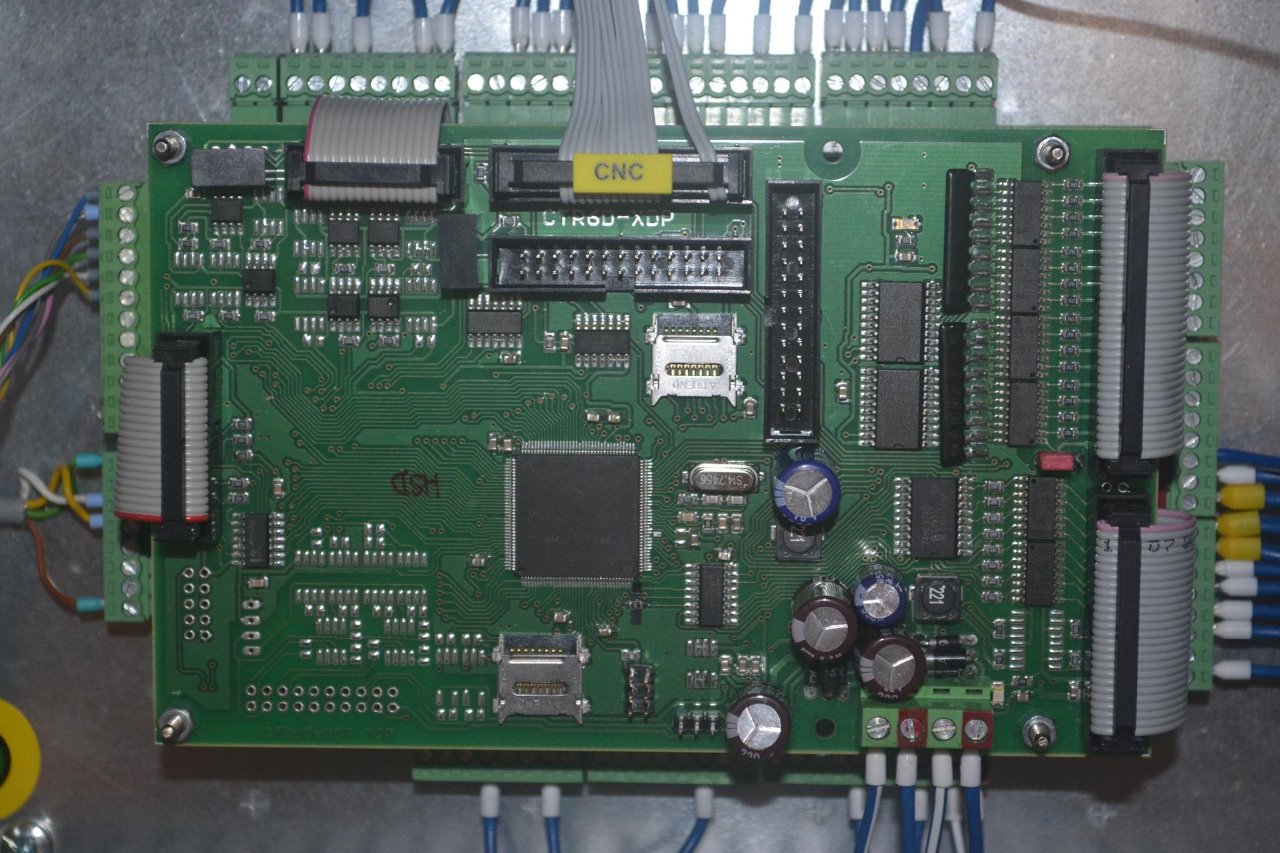
Vrchní deska s interpolátorem
Spodní deska obsahuje vstupy a výstupy.
Je zde 32 vstupů a 12 výstupů po dvou šesticích, z nichž každá šestice může být PNP nebo NPN.Je zde také obvod pro řízení měniče vřetena.Měnič je žízen napětím 0-10 V.Tento způsob řízení je universální, protože každý někdo chce specifický druh měniče nebo zrovna má nějaký přebytečný měnič na skladě a chce ho použít do nového stroje.Tímto odpadá práce s programováním nových a nových druhů komunikace pro různé měniče.
Přímo do systému je včleněn PLC sekvenční automat, kterým je možno nadefinovat chování stroje pokud se v programu objeví M nebo T funkce.
Takto je možno nadefinovat reakci stroje pro výměnu nástroje, automatické upínání materiálu, chlazení atd.Systém řeší při výměně nástroje nástrojové korekce, kalibrace, bezpečné přejezdy tak, aby napolohoval hrot nového nástroje do pozice hrotu starého.
Pro zpřesnění najíždění a kalibraci nástroje byl vyvinut přesný koncový spínač a kalibrační hříbek - oba založeny na miniaturním pravitku s rozlišením 0.5um.
Obsluha CNC se provádí přes SW dodávaný k interpolátoru.
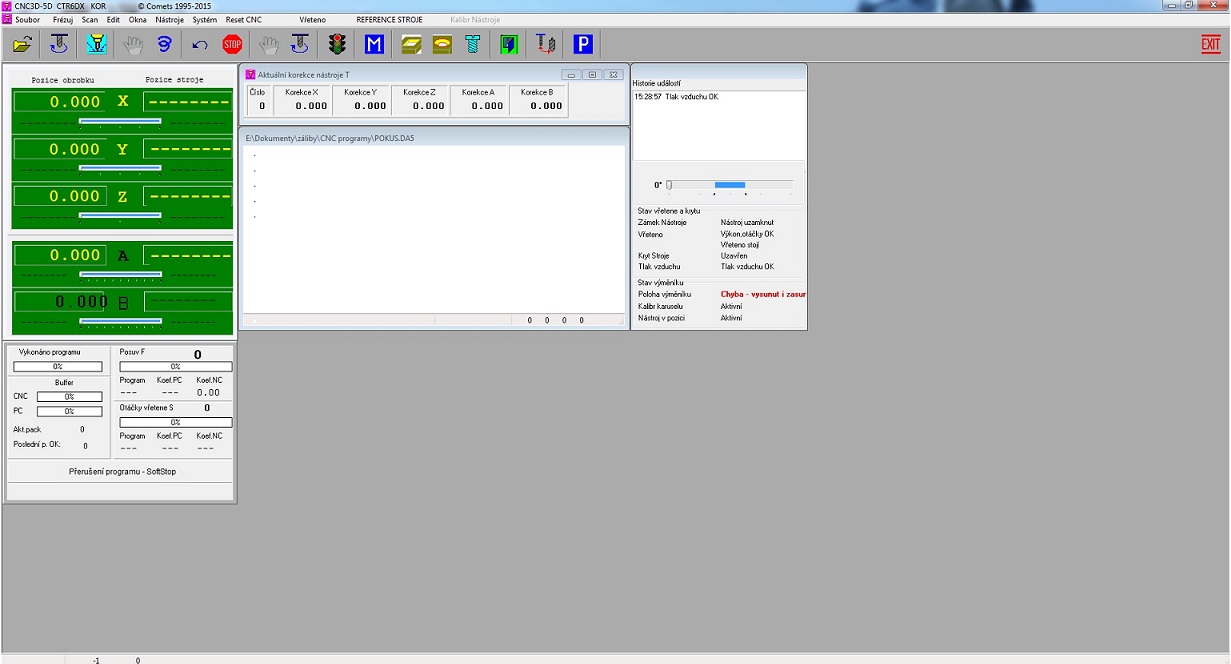
Úvodní obrazovka
V horní části se nachází lišta s ikonami pro ruční obsluhu stroje jako je spouštění vřetena, popojíždění s osami v MDI režimu, nastavení nul obrobku a pod.
![]()
Lišta pro MDI
Najdete zde vše co znáte z panelů konvenčních CNC strojů.Vlevo v zeleném rámečku je přehled v jakých souřadnicích se právě nachází nástroj.Zobrazují se strojní souřadnice a souřadnice od nuly obrobku.
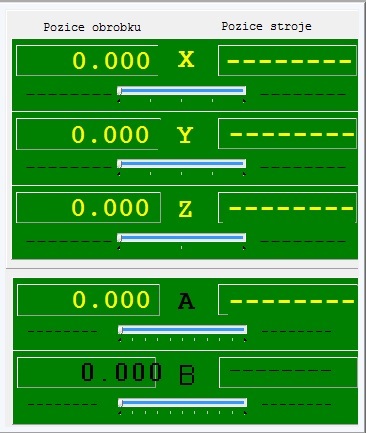
Okno pro polohu nástroje
Vlevo dole se nachází přehled o zaplNění paměti procesoru, velikosti posuvu při obrábění, otáčky vřetene a stav kolik procent programu je vykonáno.
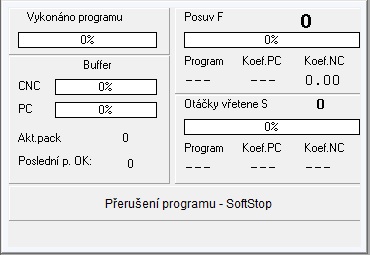
Informační okno o stavu stroje
Uprostřed je okno zobrazující číslo právě použitého nástroje a jeho korekce.A pod tímto oknem se zobrazuje právě prováděný NC kod.

Stav korekcí nástroje
Okno zobrazení NC kodu
Vpravo se nachází přehled o tlaku vzduchu, stavu ochraných krytů stroje a chybových hlášení, které se ukládají přímo do procesoru a nelze jen tak smazat.Díky tomu se v případě nehody dozvíte co se stalo a případně jestli vinu nense obsluha v důsledku špatného zacházení.

Historie událostí